TESTING AND EVALUATION OF POPs DISPOSAL AND TREATMENT TECHNOLOGIES UNDER THE STOCKHOLM CONVENTION
Carlo Lupi
Freelance consultant
Lupi, C. (2025). Testing and evaluation of POPs disposal and treatment technologies under the Stockholm Convention. PopChemicals.org.
URL: https://popchemicals.org/article_2 — License: CC-BY 4.0.
Introduction
The objective of this paper is to share the author’s experience in the selection and application of technologies for the destruction and disposal of POPs and POPs-containing wastes in China and Viet Nam, in support of national obligations under the Stockholm Convention. The discussion covers both the traditional obligations of Article 6 of the Convention—addressing the environmentally sound disposal of POP stockpiles and wastes—and the increasingly important challenge of remediating POP-contaminated sites.
The paper draws on two principal case studies: the GEF-financed project on PCB waste disposal and soil decontamination in China, where the author contributed to the design, supervision, and evaluation of the proof-of-performance tests; and the work in Viet Nam involving the MCD technology, analyzed during the author’s mid-term evaluation and further documented by EDL, Cooke, and Vinh.
Lessons learned from these experiences are examined in light of international standards and guidance developed under the Basel and Stockholm Conventions and by the GEF Scientific and Technical Advisory Panel (STAP). The paper proposes a comprehensive framework for technology evaluation—one that goes beyond conventional metrics such as Destruction Efficiency (DE) and Destruction and Removal Efficiency (DRE), and integrates multi-criteria assessment based on cleanup targets, BAT/BEP principles, life-cycle considerations, practical feasibility, and the completeness and coherence of procurement processes.
Materials and methods
The methodology adopted in this paper builds upon a comparative review of the referenced case studies, complemented by other relevant documentation on POPs destruction and disposal initiatives. Each case study was analyzed to identify key performance factors, operational challenges, and contextual variables influencing technology outcomes. From this analysis, a set of critical issues and recurring findings was extracted and organized into a framework matrix of evaluation criteria. This matrix is intended to support the testing, selection, and procurement of POPs destruction technologies under varying national and project-specific conditions.
Overview of Case Study Projects
The XinMin Incinerator
Under the PCB Management and Disposal Demonstration Project implemented in China by the World Bank, a series of trial burn tests were conducted to verify the capability of a rotary-kiln incinerator located in Xinmin, Liaoning Province, to destroy PCB-containing wastes (including contaminated soils and capacitors) in compliance with the requirements of the Stockholm Convention and the recommended Destruction Efficiency (DE) and Destruction and Removal Efficiency (DRE) values.
The facility was upgraded to BAT standards with the support of the project.
The tests, including the sampling and analytical methodology, were designed to generate reliable data for calculating DE and DRE both in terms of total PCBs and Toxicity Equivalent (TEQ). Calculating DE and DRE in TEQ terms goes beyond the requirements of the Baseline Guidance Documents, which specify that DE and DRE “do not cover formation of unintentionally produced POPs during destruction or irreversible transformation.” ² Although the national emission limit for PCDD/F from hazardous-waste incinerators in China was at that time 0.5 ng TEQ/Nm³, the test criterion was set at 0.1 ng TEQ/Nm³, in line with the BAT standards under the Convention.
Four trial burns were performed:
1. Mixed waste and soil containing PCBs – 19.8 g/kg PCB concentration, ~11.5 kg/h PCB feed rate.
2. Liquid PCB oil mixed with diesel – 124 g/kg PCB concentration, ~17.4 kg/h feed rate.
3. PCB-contaminated soil mixed with shredded capacitors – 26 g/kg PCB concentration, ~15.5 kg/h feed rate.
4. Same as Test 3 but with the activated-carbon column (ACC) bypassed – 17 g/kg PCB concentration, ~10.2 kg/h feed rate, to assess the ACC’s contribution to PCB and PCDD/F removal.
The average PCDD/F concentration at the stack for the first three tests ranged from 0.04 to 0.11 ng TEQ/Nm³. When the ACC was bypassed, the total TEQ concentration (PCDD/F + PCBs) in the flue gas increased sharply to 0.79 ng TEQ/Nm³, compared with an average of 0.09 ng I-TEQ/Nm³ in the other three runs. Of this, approximately 0.5 ng TEQ/Nm³ originated from PCDD/F and 0.29 ng TEQ/Nm³ from dioxin-like PCBs.
Taking into account the PCDD/F retained in the ACC, a DE(TEQ) of 99.96 % was achieved, with a DRE for total PCBs exceeding 99.9999 %. When expressed as TEQ (PCDD/F + PCB), DRE values were consistently lower than those calculated for PCBs alone.
The monitored variable disposal cost—exclusive of capital investment—averaged about 13 000 CNY per ton of waste treated, considerably higher than the cost of operation at other Chinese hazardous-waste incinerators that meet national standards but not the Stockholm Convention BAT/BEP criteria.




Thermal Desorption of PCB-Contaminated Soil in China³
Under the same GEF-funded project, an indirect thermal desorption unit (TDU) equipped with a triple rotary dryer was procured and erected in Jiande, Zhejiang Province, to decontaminate PCB-contaminated soil removed from several sites across the province.
During the initial stages, the project faced significant challenges related to bidding, permitting, and site selection, resulting in a delay of more than two years before the TDU could begin operation. The trial run protocol was eventually agreed among the parties, with the following scope and conditions:
Three input soil concentrations were tested:
High (>5000 ppm), Medium (>1000 ppm), and Low (50–500 ppm).
Environmental quality parameters and emission standards were defined in compliance with both Chinese regulations and the Stockholm Convention.
Cleanup targets: PCB concentration in treated soil < 0.25 mg/kg.
Emission limits: PCDD/F < 0.1 ng TEQ/Nm³; PCBs < 10 µg/Nm³ at the stack.
The results of the first test run did not comply with the required limits for PCBs and PCDD/F. After inspection, mechanical errors were found in the assembly of the HEPA filter, and the entire testing procedure—from sampling to laboratory analysis—was reviewed.
The second test met all emission limits except for PCBs, which exceeded the threshold by an average factor of two. Given the urgent need to process contaminated soil already stored at the site, an environmental and health risk assessment was conducted to determine whether plant operation under those conditions posed an unacceptable risk to workers or nearby populations, and to define appropriate risk management measures.⁴
A third and fourth test (the latter requested by the Chinese authorities as a prerequisite for official permitting) confirmed PCB emissions around 20 µg/Nm³.
The overall removal efficiency was estimated at 99.994 %. The PCB-enriched sludge generated by the thermal desorber was subsequently destroyed in the Xinmin incinerator.







Mechano-Chemical Destruction (MCD) Technology
Unlike the two previous cases, the author did not directly participate in the testing of this technology. However, as mid-term evaluator of the project, he reviewed and analyzed the documentation prepared by the technology provider (EDL)⁵, the project team (Nguyen Van Vinh)⁶, and the independent technology evaluator (R. Cooke)⁷.
It should be noted that the testing of the MCD technology has not yet been fully completed. Additional tests are planned to address issues encountered during the treatment of highly contaminated soil; therefore, the available data must be regarded as preliminary.
The initial tests were conducted in Bien Hoa during the late summer of 2012 and covered three soil subsets with different contamination levels, based on historical point analyses from two site locations. The contamination classes were originally defined as high (>10,000 pg TEQ/g), medium (2,000–10,000 pg TEQ/g), and low (<2,000 pg TEQ/g). However, these categories were later found to significantly underestimate the true levels of contamination.
The MCD technology proved effective in reducing soil concentrations below the cleanup target of 1,000 pg TEQ/g for most of the low and medium contamination ranges. However, it did not achieve either the 1,000 pg TEQ/g cleanup target or the low-POPs-content threshold of 15,000 pg TEQ/g for highly contaminated soils.
This lower performance was at least partly attributed to the fact that the plant had been configured on the basis of initial specifications that underestimated the actual PCDD/F content in the soil. For this reason, further testing and optimization of the MCD process have been planned.
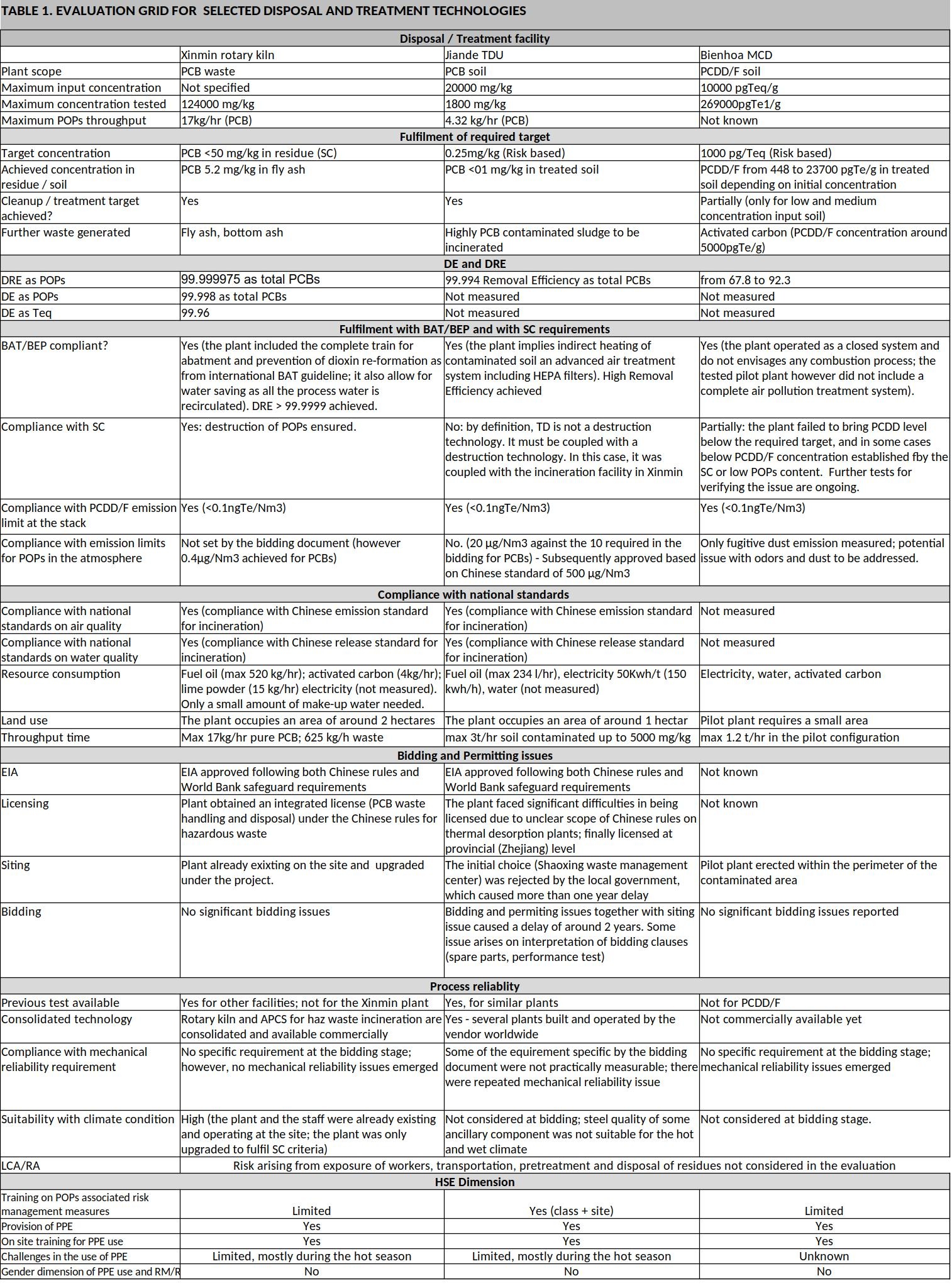
Multi-Criteria Evaluation Grid
Drawing from the experience described above, a qualitative–quantitative evaluation grid (Table 1) was developed to provide guidance for two key stages:
(i) the selection and procurement of POPs destruction and remediation technologies; and
(ii) the benchmarking, monitoring, and verification of their performance during proof-of-performance testing following delivery and installation.
The grid is intended as a practical tool for both decision-makers and technical evaluators, facilitating transparent comparison among available technologies while ensuring consistency with international standards and project-specific objectives.
The main quantitative and qualitative criteria adopted in the grid are briefly outlined below.
Criterion 1 — Performance Targets for Destruction and/or Remediation
The first and most fundamental criterion in the selection of any POPs destruction or remediation technology—both during procurement and subsequent performance testing—is its capacity to achieve the required cleanup or disposal targets.
These targets may differ depending on the context and regulatory framework. The Stockholm Convention itself does not prescribe specific quantitative destruction or cleanup thresholds. Article 6(d)(ii) merely states that destruction or irreversible transformation should be sufficient to ensure that the resulting products no longer exhibit POPs characteristics. Only wastes with low POPs content may be disposed of without destruction (for instance, by landfilling). Furthermore, Article 6(2) calls for coordination with the Basel Convention to establish the levels of destruction and irreversible transformation, and to define what constitutes low POP content.
The updated Basel Technical Guidelines² specify that for PCBs and PCDD/Fs, the threshold defining low POP content is 50 mg/kg and 15 µg/kg, respectively.
Complementing this, the GEF Scientific and Technical Advisory Panel (STAP) guidance⁹—linked to the Convention through the GEF’s role as its financial mechanism—sets generally accepted destruction benchmarks for direct destruction technologies used on POPs stockpiles and wastes:
Destruction Efficiency (DE): ≥ 99.99 %
Destruction and Removal Efficiency (DRE): ≥ 99.9999 %
However, no international targets have yet been formally established for contaminated site cleanup, where environmental quality standards must instead be defined on a case-by-case basis. The low-POPs-content concentrations developed for waste management purposes are not directly applicable as cleanup criteria for soils or sediments.
Regarding unintentionally produced POPs (U-POPs), the accepted best-available-technique (BAT) emission level for PCDD/Fs from thermal treatment plants is typically < 0.1 ng TEQ/Nm³. Nevertheless, national regulations in several countries still allow higher emission limits, reflecting different stages of regulatory implementation.
Criterion 2 — Best Available Techniques (BAT) and Best Environmental Practices (BEP)
Compliance with Best Available Techniques (BAT) and Best Environmental Practices (BEP) represents another fundamental criterion in evaluating POPs destruction or remediation technologies.
The Stockholm Convention explicitly requires that, “to minimize releases of POPs from unintentional production, Parties shall promote, and in some cases require, the use of best available techniques and promote the application of best environmental practices.” Moreover, Article 6(2)(i) calls for cooperation with the Basel Convention to “determine the methods that constitute environmentally sound disposal.”
BAT and BEP compliance thus serves as a bridge between environmental policy and technological feasibility. In practice, these criteria are not absolute: their implementation may vary across countries depending on factors such as the commercial availability of technologies and reagents (for instance, metallic sodium for dechlorination processes), resource availability (e.g. water, land), and operational costs (utilities, maintenance, and logistics).
Recognizing these contextual differences is essential when evaluating technology proposals in developing or transitional economies, where local constraints may limit access to advanced infrastructure or specialized materials. Therefore, BAT and BEP compliance should be assessed not only against global benchmarks but also in light of practical national feasibility and sustainability of operation.
Criterion 3 — Destruction Efficiency (DE) and Destruction and Removal Efficiency (DRE)
Destruction Efficiency (DE) and Destruction and Removal Efficiency (DRE) are among the most critical indicators for assessing any POPs destruction technology, and remain the most widely used benchmarks for comparing the performance of alternative processes.
Nevertheless, both DE and DRE must be applied and interpreted carefully. The updated Basel Technical Guidelines¹ explicitly limit their scope, noting that these indicators “do not cover formation of unintentionally produced POPs during destruction or irreversible transformation.”
In the specific case of PCB destruction, calculating DE on the combined basis of PCBs + PCDD/F toxicity equivalents (TEQ) provides a more comprehensive measure of the overall degree of detoxification achieved. This approach reflects not only the direct removal of the target POPs but also the minimization of secondary formation of dioxins and furans during the process.
Moreover, the DE methodology can be effectively applied from a life-cycle perspective, helping to evaluate the cumulative performance of pre-treatment, cleanup, and final disposal operations as an integrated system.
Ultimately, DE and DRE values should always be considered in conjunction with the technology’s capacity to achieve the required environmental and regulatory targets, rather than as isolated indicators of performance.
Criterion 4 — Process Reliability
Even consolidated and commercially proven technologies may experience reliability issues when operated under unfamiliar or extreme conditions, such as high humidity, variable waste composition, or elevated throughput requirements. Operational stability is therefore a key criterion in assessing technology performance, particularly in developing-country contexts where climatic and infrastructural constraints are often more challenging.
Mechanical failures were observed in both the Thermal Desorption Unit (TDU) in Jiande and the Mechano-Chemical Destruction (MCD) plant in Bien Hoa. In Jiande, the combination of a humid subtropical climate and wet clay soils contributed to accelerated corrosion and reduced durability of several steel components. These site-specific conditions required frequent maintenance and component replacement, affecting overall process continuity.
By contrast, no mechanical or reliability issues were reported during the testing of the rotary kiln incinerator in Xinmin, which had already been operating under the harsh climatic conditions of northern China prior to its upgrade under the project. This case illustrates how pre-existing operational maturity and local adaptation can significantly enhance the reliability and replicability of destruction technologies in field conditions.
Criterion 5 — Disposal Cost
Disposal cost is another critical factor in the evaluation of POPs destruction and remediation technologies. The fulfillment of the stringent environmental standards required under the Basel and Stockholm Conventions invariably entails higher costs compared with substandard or non-compliant technologies. These incremental costs arise from the need for advanced pollution control systems, continuous emission monitoring, specialized reagents, and rigorous occupational and environmental safety measures.
Under the Global Environment Facility (GEF) mechanisms for the implementation of the Stockholm Convention, part of these incremental costs may be covered through international financing. However, even where GEF support is provided, it remains essential that national governments establish and enforce regulatory standards aligned with international conventions. Only by doing so can countries ensure the long-term sustainability of environmentally sound technologies once donor support has ended.
Criterion 6 — Resource Consumption and Life-Cycle Risk Assessment (LCA/RA)
The consumption of resources—including fuel, water, chemicals, and land—is a key factor influencing the feasibility and long-term sustainability of POPs destruction and remediation technologies. Resource intensity directly affects not only economic viability but also environmental and social acceptability, particularly in developing-country contexts where infrastructure and utilities may be limited.
Resource consumption must therefore be assessed within a life-cycle perspective, considering the entire operational chain—from site preparation and excavation to packaging, transport, pre-treatment, destruction, and final disposal.
The combined application of Life Cycle Assessment (LCA) and Risk Assessment (RA) methodologies offers a comprehensive framework for evaluating both efficiency and net risk reduction. This integrated LCA/RA approach makes it possible to identify unintended risk transfers along the process chain.
For example, excessive worker exposure during unsafe handling of POPs wastes may offset, or even nullify, the broader reduction in public health risks achieved through cleanup operations. Hence, a technology’s sustainability must be measured not only in terms of emissions and cost but also in terms of its overall contribution to risk minimization and environmental balance across the entire life cycle of operations.
Criterion 7 — Occupational Health, Safety, and Environmental Protection (HSE)
Occupational Health, Safety, and Environmental (HSE) protection represents a fundamental dimension of any POPs destruction or remediation activity. Even when technologies achieve high destruction efficiency and comply with emission standards, their implementation cannot be considered environmentally sound if the health and safety of workers are not adequately safeguarded.
Experience from field operations in hot and humid climates—such as those in Southeast Asia and parts of Africa—has shown that the effective use of Personal Protective Equipment (PPE) can become a major challenge. High ambient temperature, poor ventilation, and the physical demands of manual handling often make full protective gear uncomfortable or even unsafe to wear for extended periods. In such contexts, the design of safety measures must go beyond the mere provision of PPE and include:
Specific training on the correct use, maintenance, and limitations of PPE;
Work-rotation schemes or shorter shifts to limit exposure time;
Continuous supervision and immediate replacement of damaged or unsuitable equipment;
Provision of adequate hydration, rest areas, and ventilation, and regular medical surveillance of exposed personnel.
Importantly, HSE design must also reflect a gender-responsive approach. Biological, physiological, and ergonomic differences may influence the fit and comfort of PPE, the tolerance to heat stress, and the allocation of physical tasks. PPE and work schedules should therefore be tailored to gender dimensions, ensuring that both women and men can work safely and effectively. Training should address gender-specific vulnerabilities, promote equal access to protective equipment, and foster a workplace culture that values diversity, inclusion, and mutual protection.
Furthermore, risk communication and worker participation are essential to ensure that safety procedures are understood, accepted, and internalized. Integrating HSE planning into project design—together with a culture of safety, gender equity, and preventive monitoring—should be regarded as a core requirement of any technology conforming to the Best Available Techniques and Best Environmental Practices under the Stockholm Convention.
Comparison Matrix
A comparative matrix summarizing the application of these criteria to three technologies — rotary kiln incineration, thermal desorption, and mechano-chemical destruction — is presented below. The table highlights the relative performance of each option across technical, environmental, and practical parameters. While incineration demonstrated the highest overall destruction efficiency and regulatory maturity, thermal desorption offered advantages in soil remediation flexibility. The MCD process, though still at pilot scale, shows potential for low-temperature treatment of specific waste streams. The matrix illustrates how decision-making cannot rely on a single parameter but must balance destruction efficiency, environmental safeguards, cost, reliability, and site-specific conditions.
Conclusions and Recommendations
The comparative evaluation confirms that the selection of POPs destruction and remediation technologies cannot be based solely on nominal efficiency figures. Each technology presents a different balance between performance, sustainability, and implementability.
Rotary kiln incineration, when operated under strict BAT/BEP standards, remains the benchmark for complete destruction and regulatory compliance, but entails a regular monitoring, sound management, and is recommended only when consolidated capacity for sampling and testing the releases for content of POPs and U-POPs residues is available.
Thermal desorption should not be regarded as a destruction technology in itself, but rather as a phase-transfer process, which separates contaminants from soil or other matrices through volatilization. Its environmental soundness therefore depends on the availability of a subsequent destruction step (typically high-temperature incineration) to ensure irreversible degradation of desorbed POPs. When properly integrated into such a treatment chain, it offers flexibility and scalability for remediation of moderately contaminated soils.
Mechano-Chemical Destruction (MCD) remains at pilot scale but shows promising potential for low-temperature treatment of selected waste streams. Further optimization is required to improve its consistency in handling highly contaminated matrices.
Beyond technical performance, occupational health and safety, resource consumption, and gender-responsive work conditions are decisive for defining environmentally sound management under the Stockholm Convention.
The proposed multicriteria grid therefore serves not only as a comparative tool, but also as a decision-support framework for technology selection, procurement, and verification of proof-of-performance tests. It enables governments, implementing agencies, and consultants to ensure that technology adoption aligns with both international obligations and local sustainability constraint
Acknowledgements:
This paper represents the independent view of the author, expressed to the best of his knowledge, and is entirely self-funded. Its drafting was made possible thanks to the opportunity given to the author to take part, as CTA, in the China -PCB Demonstration Project , and the cooperation of the teams of the Xinmin–Shenyang Incinerator and the Jiangde Thermal Desoprtion plant.
The author also wishes to express his sincere gratitude to UNDP Viet Nam and to the PMU of the GEF/UNDP project Environmental Remediation of Dioxin-Contaminated Hotspots in Viet Nam.
References:
- China PCB management and disposal demonstration project: Trial runs of PCBs incineration at the Xinmin, Shenyang hazardous waste disposal facility in China (2012). Carlo Lupi, Gaetano Settimo, Shao Chunyan, Lu Cheng Gang. Technical report drafted for China MEP..
- Basel Convention Updated general technical guidelines for the environmentally sound management of wastes consisting of, containing or contaminated with persistent organic pollutants (POPs).
- China PCB management and disposal demonstration project (2013): Proof of Performance test report for the indirect thermal desorption unit located in Jiangde (Zhejiang) China. Carlo Lupi, Technical report Technical report drafted under China MEP/CIO contract C/V/S/11/380.
- China PCB management and disposal demonstration project: Risk Assessment for the TDU plant in Jiande. Atmospheric emissions of PCBs and PCDD/Fs (2011). Carlo Lupi, Technical report drafted under China MEP/CIO contract C/V/S/11/380.
- EDL. December 2012. Report on MCD Technology Demonstration. Vietnam, Environmental remediation of dioxin contaminated hotspots in Bien Hoa. December 2012.
- Cooke, Rick. February 2013. Independent Evaluation of MCDTM Technology Demonstrated for Dioxin Contaminated Soil. UNDP, February 2013.
- Nguyen Van Minh et al., (2012): Field mission report. Monitoring report of MCD testing and demonstration . UNDP, August 2012
- Carlo Lupi and Nghiem Kim Hoa (2013). GEF/UNDP project Environmental Remediation of Dioxin Contaminated Hotspots in Viet Nam. Mid Term Evaluation Report
- GEF – UNEP Scientific and Technical Advisory Panel. November 2011. Selection ofPersistent Organic Pollutant Disposal Technology forthe Global Environment Facility. November 2011.